


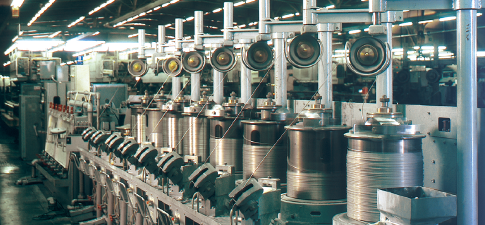
熱間で圧延した線材(ロッド)を素材として、製造されたステンレス鋼線は、熱処理と冷間伸線加工の工程を必要に応じて繰り返し、所定の寸法、仕上げ状態につくられていきます。

伸線とは、所定の寸法と硬さに仕上げるために、ダイスの中を通し引き伸す工程を言います。伸線には、粉末状の潤滑剤を用いてダイス引きする乾式法と、油性の潤滑剤を用いる湿式法があります。

これまでの工程において必要に応じ、線の加工による硬化を除き、均一に軟化させるために焼鈍(なまし)を行います。
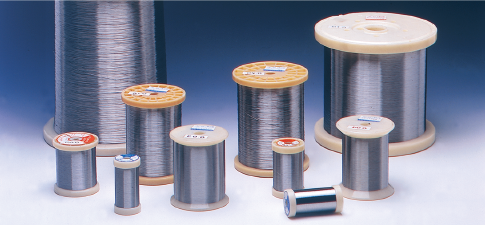
0.5mm以下の細線および極細線はスプールに巻いて出荷されます。スプールは用途に応じ、100g巻きの少量から、線径により25kgの多量巻きまで数種類に分けられます。
金網の製造は、まず整経から始められます。整経は織金網の種類、構成、生産数量を考慮し、線をスプールから一旦ドラムに巻きかえます。
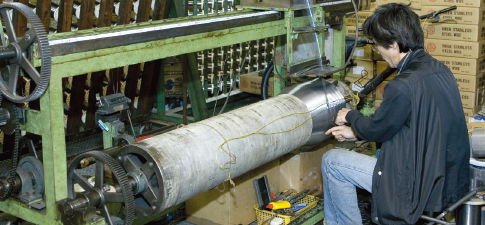
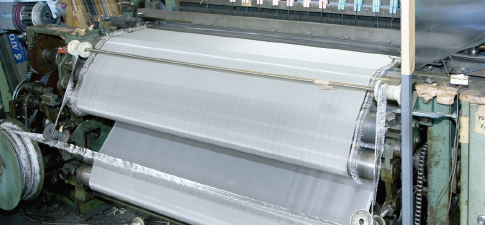
ドラムに整経されたタテ線は1本づつ、かざり穴を通して筬通しをします。タテのメッシュと線径によって使用する金筬の種類が決定します。いずれの金筬も精密で、規則正しく櫛状になっており、この空間に一本一本タテ線を通していきます。

タテ線を張り、タテ線の綾をあけたところに、ヨコ線を通して、織り込みます。
織り上がった金網は、検査・検品等を行い、梱包し、国内外へ出荷します。



